



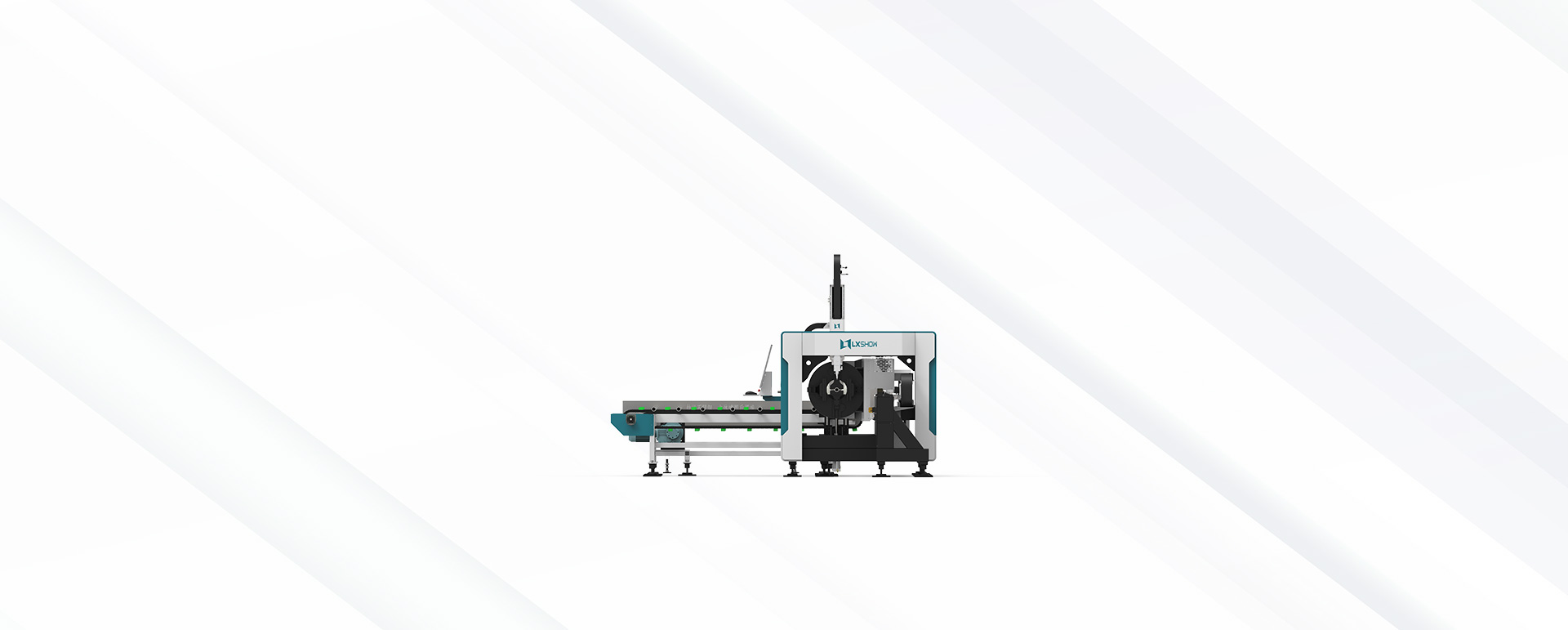

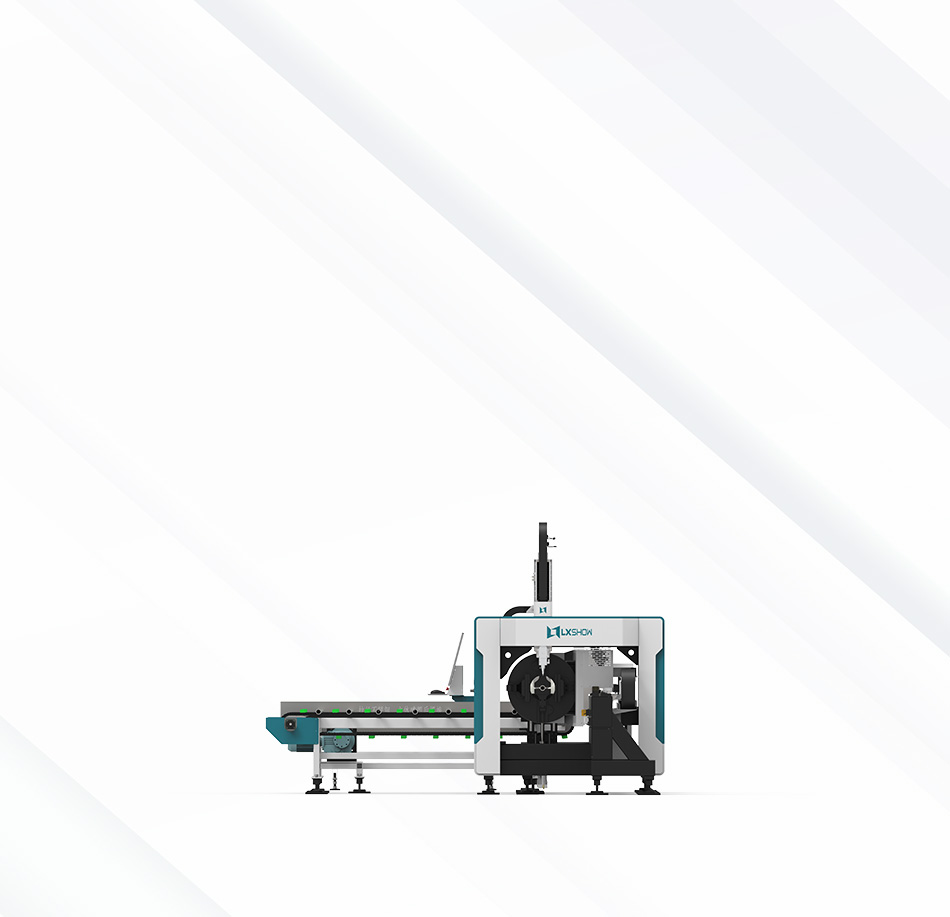

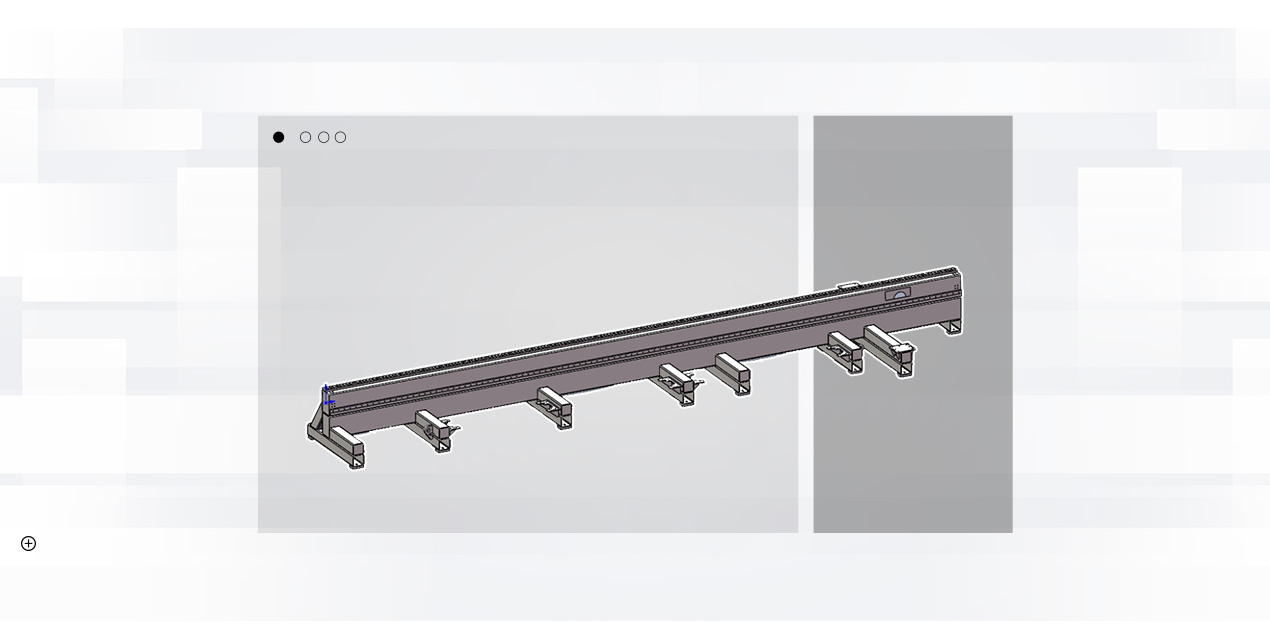
Бакавая падвесная канструкцыя з суцэльнай зваранай ложкам
Станіна мае бакавую падвесную канструкцыю і цэльназварную станіну, якая адпальваецца для ліквідацыі ўнутраных напружанняў. Пасля грубай апрацоўкі праводзіцца вібрацыйнае старэнне перад фінішнай апрацоўкай, тым самым значна паляпшаючы калянасць і стабільнасць станка і забяспечваючы дакладнасць яго працы. Прывад серварухавіка пераменнага току кіруецца сістэмай лічбавага праграмнага кіравання, а патрон ажыццяўляе зваротна-паступальны рух у напрамку Y пасля прывада рухавіка, забяспечваючы хуткі рух і падачу. Як рэйка па восі Y, так і лінейная накіроўвалая рэйка выраблены з высокадакладных матэрыялаў, што эфектыўна гарантуе дакладнасць перадачы; канцавыя выключальнікі на абодвух канцах ходу кіруюцца, і адначасова ўстаноўлена жорсткая абмежавальная прылада, што эфектыўна забяспечвае бяспеку руху станка; станок абсталяваны аўтаматычнай прыладай змазкі, якая рэгулярна дадае змазку ў рухомыя часткі станіны, каб забяспечыць іх спраўную працу, што можа палепшыць тэрмін службы накіроўвалых рэек, шасцярняў і рэек.
Прылада франтальнай падачы
Пярэдняя падаючая прылада ўключае ў сябе апорную пласціну, якая кіруецца паветраным цыліндрам, які падтрымлівае трубу, калі разразаецца доўгая труба, і прадухіляе яе прагінанне.
Падчас рэзання дэталі падняты апорны цыліндр падтрымлівае апорную пласціну, каб падтрымліваць трубу і прадухіляць яе прагінанне. Калі дэталь рэжацца, усе паднятыя апорныя цыліндры ўцягваюцца, і дэталь падае на заглушку і слізгае ў месца захоўвання. Дзеянне цыліндра аўтаматычна кіруецца сістэмай.
Пярэдняя частка таксама падзелена на тып сачэння і тып ручнога рэгулявання.

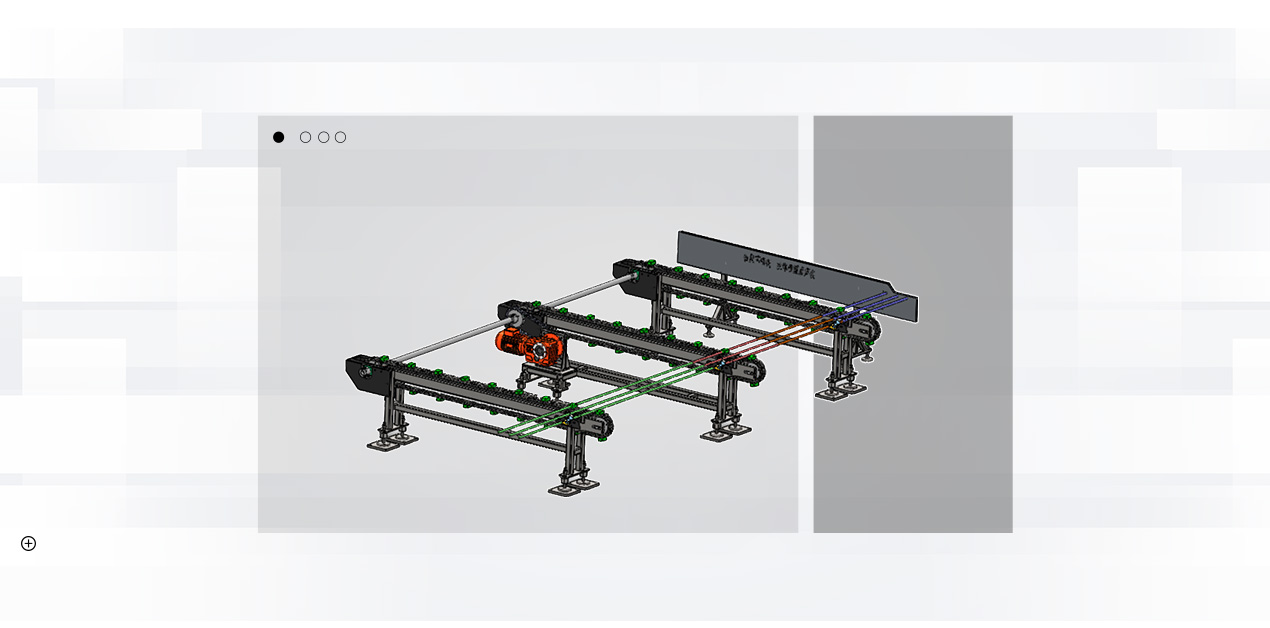
Ланцуговая паўаўтаматычная падаючая прылада
Стандартна абсталяваны 3 камплектамі ланцуговых падаючых прылад, ён можа ажыццяўляць паўаўтаматычную падачу круглых, квадратных і прастакутных труб і профіляў, прычым патрабуецца ручная ўкладка.
Механізмы падтрымкі
На ложку ўстаноўлены 2 камплекты апорных механізмаў, даступных двух тыпаў:
1. Дадатковая апора кіруецца незалежным серварухавіком для перамяшчэння ўверх і ўніз, галоўным чынам для выканання дадатковай апоры пры празмернай дэфармацыі доўгіх разрэзаных труб (труб малога дыяметра). Калі задні патрон перамяшчаецца ў адпаведнае становішча, дапаможная апора можа быць апушчана для прадухілення гэтага.
2. Апора колы са зменным дыяметрам падымаецца і апускаецца цыліндрам, і яе можна ўручную рэгуляваць у розныя становішча шкалы для падтрымкі труб розных памераў.
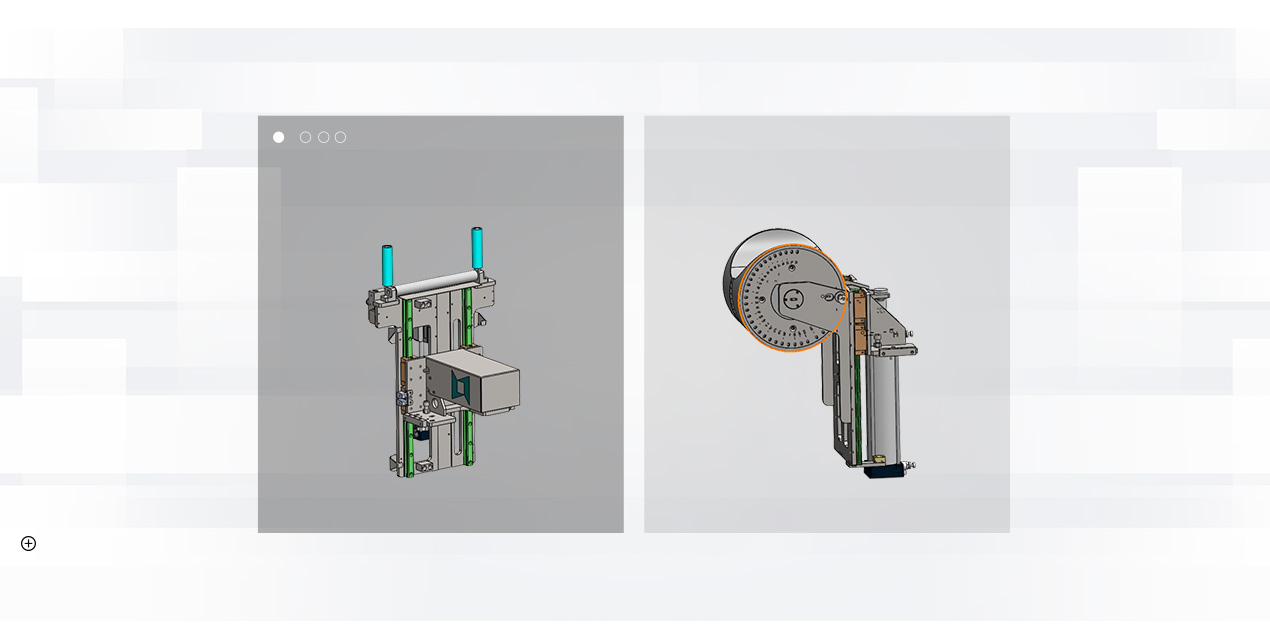

Патрон-Парт
Патрон падзелены на два пнеўматычныя паўнавартасныя патроны пярэдняга і задняга тыпу, абодва з якіх могуць рухацца ў напрамку Y. Задні патрон адказвае за заціск і падачу трубы, а пярэдні патрон усталяваны ў канцы станіны для заціску матэрыялаў. Пярэдні і задні патроны адпаведна прыводзяцца ў рух серварухавікамі для дасягнення сінхроннага кручэння.
Пры сумесным зацісканні падвойных патронаў можна рэалізаваць рэзку кароткага хваста, прычым кароткі хвост рота можа дасягаць 20-40 мм, адначасова падтрымліваючы рэзку кароткага хваста больш доўгага хваста.
У трубарэзнай машыне серыі TN выкарыстоўваецца метад руху і пазбягання патрона, што дазваляе пастаянна рэзаць з дапамогай двух патронаў, не прыводзячы да занадта доўгай і няўстойлівай трубы і недастатковай дакладнасці.
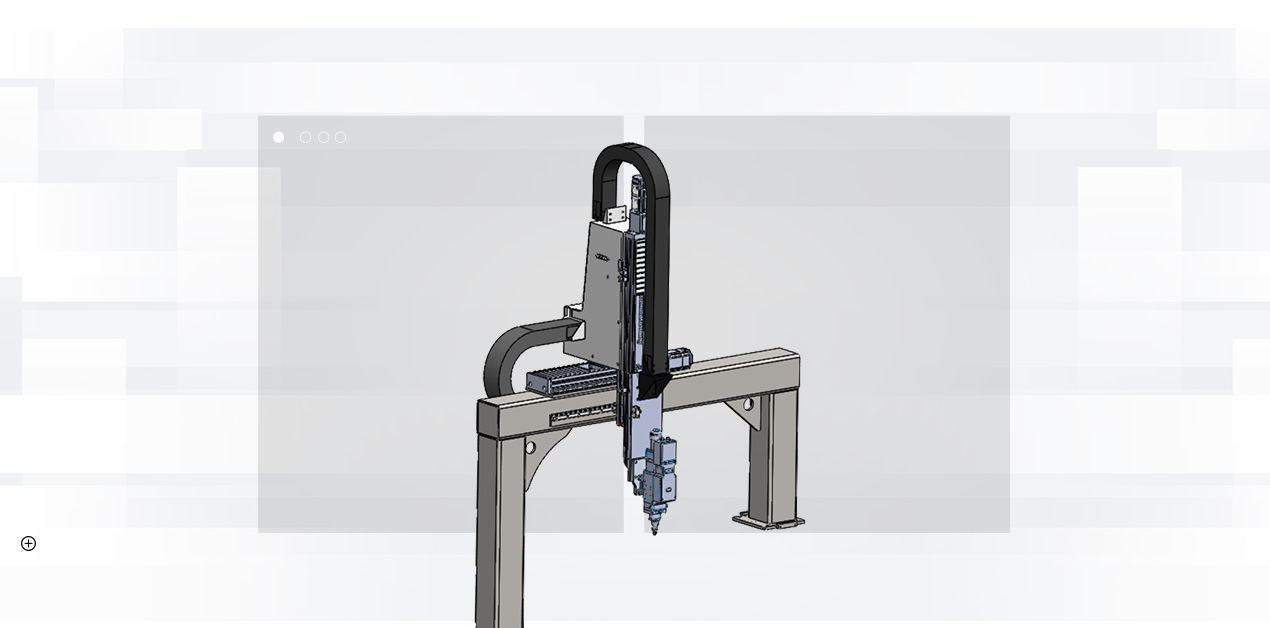
Axis-Device
Папярочная бэлька прылады па восі X мае партальную канструкцыю, звараную з камбінацыі квадратнай трубы і сталёвай пласціны. Партальны кампанент замацаваны на станіне, а вось X прыводзіцца ў рух серварухавіком для прывада рэйкі і шасцярні, што дазваляе ажыццяўляць зваротна-паступальны рух слізгальнай пласціны ў кірунку X. Падчас руху канцавы выключальнік кіруе ходам, абмяжоўваючы становішча і забяспечваючы бяспеку працы сістэмы.
Адначасова, вось X/Z мае ўласную вечка для абароны ўнутранай структуры і дасягнення лепшай абароны і эфекту выдалення пылу.
Прылада па восі Z у асноўным рэалізуе рух лазернай галоўкі ўверх і ўніз.
Вось Z можа выкарыстоўвацца як вось ЧПУ для выканання ўласнага інтэрпаляцыйнага руху, і ў той жа час яна можа быць звязана з восямі X і Y, а таксама можа быць пераключана на кіраванне паслядоўна, каб задаволіць патрэбы розных сітуацый.
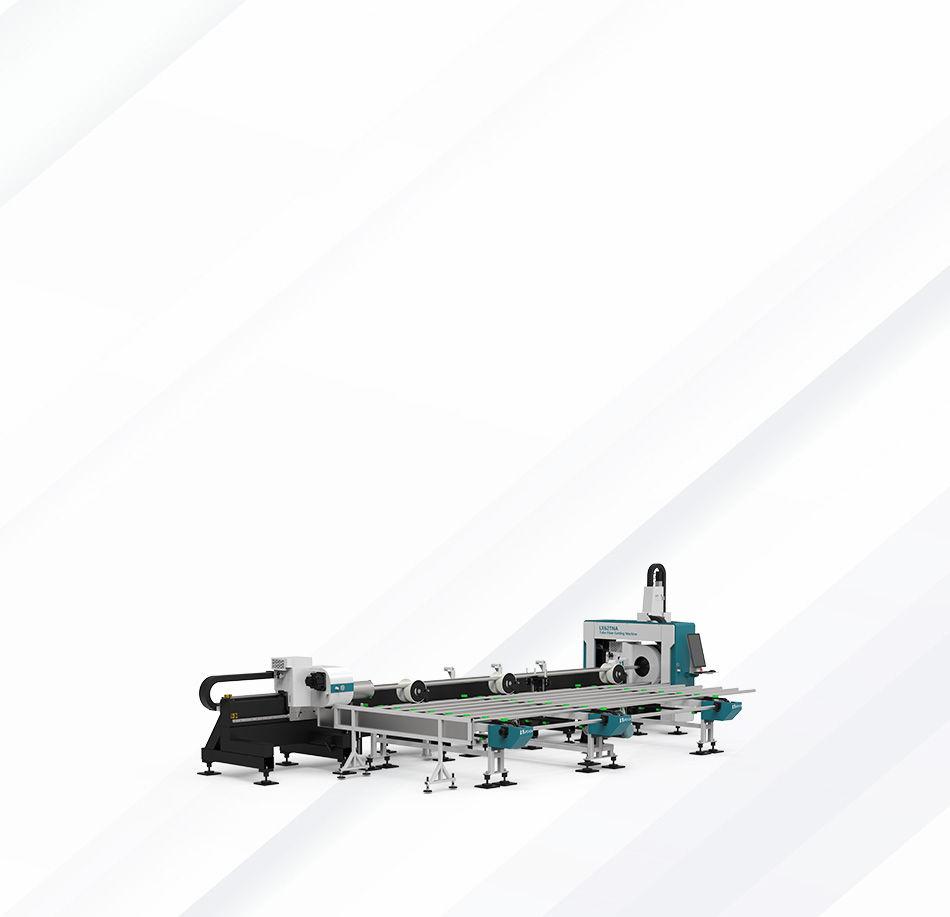
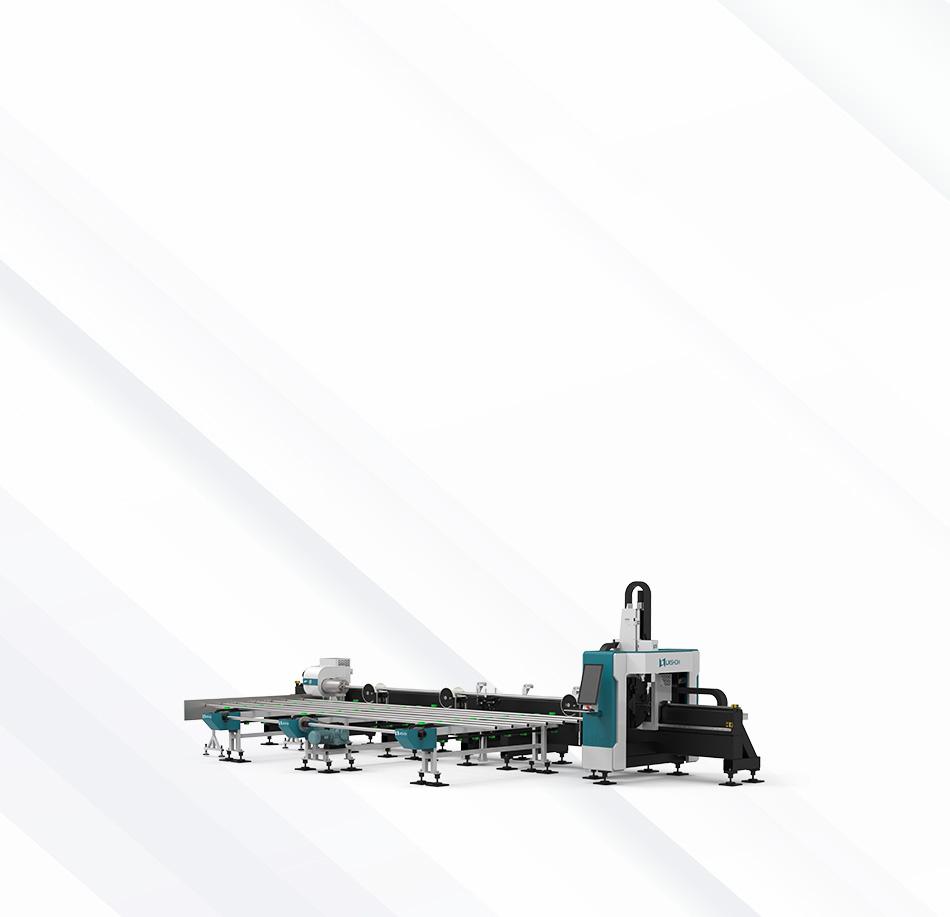
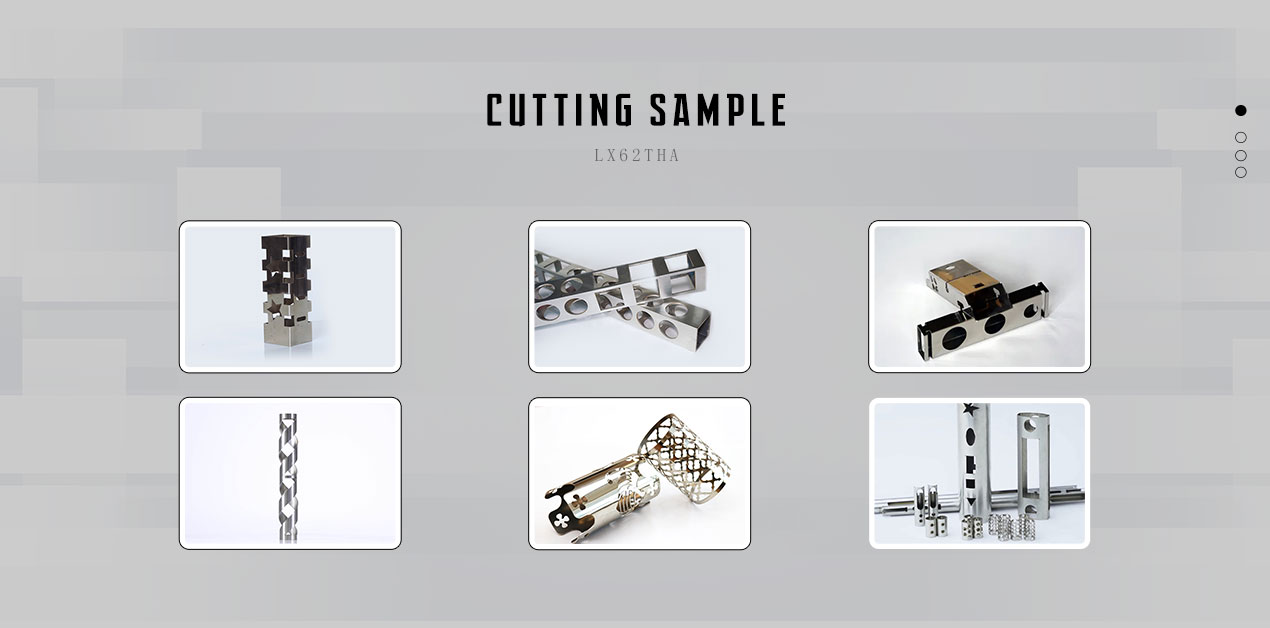
Станок для рэзкі металічных труб з валаконным лазерам LX62TNA для жалеза, нержавеючай сталі, вугляродзістай сталі
Матэрыялы для падачы заявак:
Валакновы лазерны станок для рэзкі металу падыходзіць для рэзкі металаў, такіх як трубы з нержавеючай сталі, трубы з мяккай сталі, трубы з вугляродзістай сталі, трубы з легаванай сталі, трубы з спружыністай сталі, жалезныя трубы, ацынкаваныя сталёвыя трубы, алюмініевыя трубы, медныя трубы, латуневыя трубы, бронзавыя трубы, тытанавыя трубы, металічныя трубы і г.д.
Галіны прымянення:
Станкі для валаконнай лазернай рэзкі шырока выкарыстоўваюцца ў вытворчасці рэкламных шчытоў, рэкламы, шыльдаў, вывесак, металічных літар, святлодыёдных літар, кухоннага посуду, рэкламных літар, апрацоўкі металічных труб, металічных кампанентаў і дэталяў, металічных вырабаў, шасі, стоек і шаф, металічных вырабаў, мастацкіх вырабаў з металу, разрэзкі панэляў ліфтаў, абсталявання, аўтазапчастак, аправы для акуляраў, электронных дэталяў, шыльдаў і г.д.
-

TX122(3)B Высокахуткасны станок для лазернай рэзкі металічных труб з ЧПУ...
-

LX3015PTW танны абменны стол з ЧПУ паваротны метал ...
-

LX4020FC CNC лазерны разак з валакном і сталі Лазерная мет...
-

Станок для лазернай рэзкі алюмініевых металічных труб LXTU62 з ЧПУ...
-

LX9TQA Аўтаматычная падача валаконнага лазернага рэзання ...
-

Рашэнні LX3015FL для ўсёй сістэмы апрацоўкі...











