




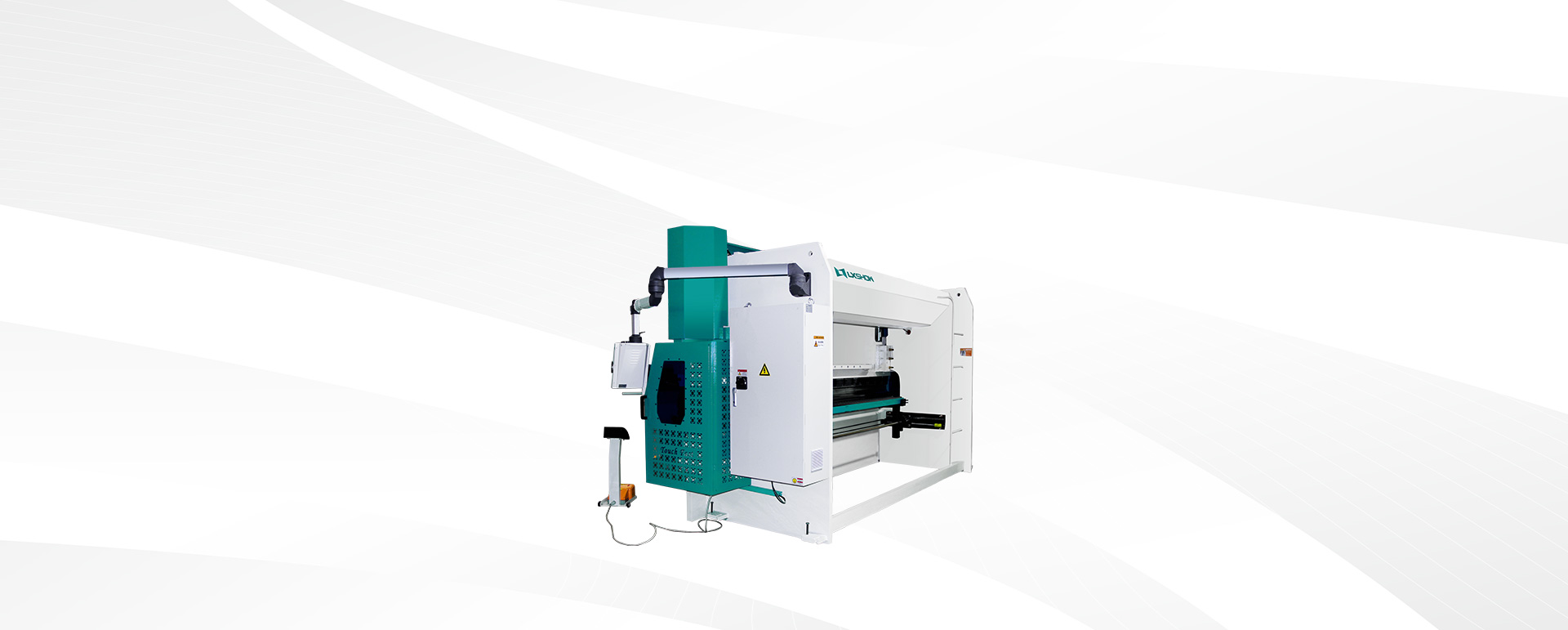

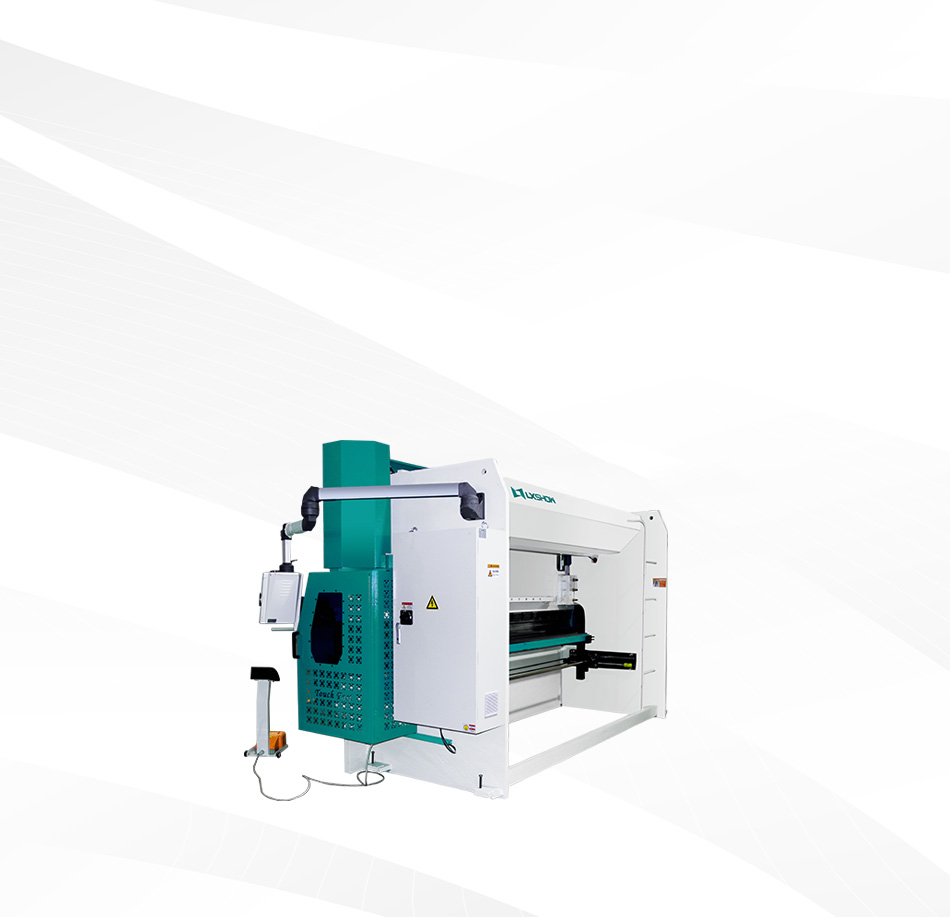

Wc67K-63t1600 Вялікі гнуткі прамысловы тормаз для ліставога металу на продаж

1. Слізгальны блок выкарыстоўвае механізм сінхранізацыі тарсійнага вала, прычым два канцы тарсійнага вала ўстаноўлены з высокадакладнымі канічнымі цэнтравальнымі падшыпнікамі (тыпу K), а левы канец абсталяваны эксцэнтрыкавым рэгулявальным механізмам, што робіць сінхронную рэгуляванне слізгальнага блока зручнай і надзейнай.
2. Выкарыстанне механізму кампенсацыі адхілення верхняй часткі штампа, шляхам рэгулявання, можа прымусіць верхнюю частку штампа размяшчацца па ўсёй даўжыні машыны, каб атрымаць пэўную крывую, кампенсаваць механічную загрузку стала і слізгаценне, выкліканыя адхіленнем, і палепшыць дакладнасць выгібу дэталі.
3. Пры рэгуляванні вугла чарвячны рэдуктар прыводзіць у рух механічнага блока ў цыліндры, а значэнне становішча цыліндру адлюстроўваецца лічыльнікам ходу.
4. Верхні і ніжні рэгулявальны механізм размешчаны на фіксаваным месцы варштата і насценнай панэлі, што робіць рэгуляванне зручным і надзейным, калі вугал выгібу крыху адрозніваецца.
5. Правы бок калоны абсталяваны дыстанцыйным рэгулятарам ціску, што робіць рэгуляванне ціску ў сістэме зручным і надзейным.
| Не. | імя | параметр | Адзінка | |
| 1 | Намінальны ціск | 630 | KN | |
| 2 | Даўжыня стала | 1600 год | mm | |
| 3 | Адлегласць паміж карпусамі | 1280 | mm | |
| 4 | Глыбіня горла | 250 | mm | |
| 5 | Хід тараннай рамы | 100 | mm | |
| 6 | Максімальная вышыня ў адкрытую пазіцыю | 320 | mm | |
| 7 | У цэлым Памеры | L | 1960 мм | mm |
| W | 1750 мм | mm | ||
| H | 2230 мм | mm | ||
| 8 | Магутнасць галоўнага рухавіка | 5.5 | Kw | |
| 9 | Вага машыны | 3 | Тоны | |
| 10 | Час у дарозе | 12 | разы/хв | |
| 11 | Напружанне | 220/380/420/660 | V | |
![]()
| Мадэль | Вага (т) | Дыяметр цыліндру (мм) | Ход (мм) | Гіпсакардон (мм) | Слізгальнік (мм) | Вышыня лаўкі (мм) |
| WC67K-30T1600 | 1.4 | 95 | 80 | 18 | 20 | 20 |
| WC67K-40T2200 | 2.1 | 110 | 100 | 25 | 30 | 25 |
| WC67K-40T2500 | 2.3 | 110 | 100 | 25 | 30 | 25 |
| WC67K-63T2500 | 3.6 | 140 | 120 | 30 | 35 | 35 |
| WC67K-63T3200 | 4 | 140 | 120 | 30 | 35 | 40 |
| WC67K-80T2500 | 4 | 160 | 120 | 35 | 40 | 40 |
| WC67K-80T3200 | 5 | 160 | 120 | 35 | 40 | 40 |
| WC67K-80T4000 | 6 | 160 | 120 | 35 | 40 | 45 |
| WC67K-100T2500 | 5 | 180 | 140 | 40 | 50 | 50 |
| WC67K-100T3200 | 6 | 180 | 140 | 40 | 50 | 50 |
| WC67K-100T4000 | 7.8 | 180 | 140 | 40 | 50 | 60 |
| WC67K-125T3200 | 7 | 190 | 140 | 45 | 50 | 50 |
| WC67K-125T4000 | 8 | 190 | 140 | 45 | 50 | 60 |
| WC67K-160T3200 | 8 | 210 | 190 | 50 | 60 | 60 |
| WC67K-160T4000 | 9 | 210 | 190 | 50 | 60 | 60 |
| WC67K-200T3200 | 11 | 240 | 190 | 60 | 70 | 70 |
| WC67K-200T4000 | 13 | 240 | 190 | 60 | 70 | 70 |
| WC67K-200T5000 | 15 | 240 | 190 | 60 | 70 | 70 |
| WC67K-200T6000 | 17 | 240 | 190 | 70 | 80 | 80 |
| WC67K-250T4000 | 14 | 280 | 250 | 70 | 70 | 70 |
| WC67K-250T5000 | 16 | 280 | 250 | 70 | 70 | 70 |
| WC67K-250T6000 | 19 | 280 | 250 | 70 | 70 | 80 |
| WC67K-300T4000 | 15 | 300 | 250 | 70 | 80 | 90 |
| WC67K-300T5000 | 17,5 | 300 | 250 | 70 | 80 | 90 |
| WC67K-300T6000 | 25 | 300 | 250 | 80 | 90 | 90 |
| WC67K-400T4000 | 21 | 350 | 250 | 80 | 90 | 90 |
| WC67K-400T6000 | 31 | 350 | 250 | 90 | 100 | 100 |
| WC67K-500T4000 | 26 | 380 | 300 | |||
| WC67K-500T6000 | 40 | 380 | 300 |
![]()
![]()
![]()
![]()
Падрабязнасці прадукту

Сістэма кіравання: Estun E21
1 Прастата ў эксплуатацыі: Гэтая сістэма мае шматэтапнае праграмаванне, можна змяняць у любы час на розныя памеры.
2 Ручная функцыя: зручная адладка і ўстаноўка, з ручным рэжымам для рэгулявання патрэбнага памеру.
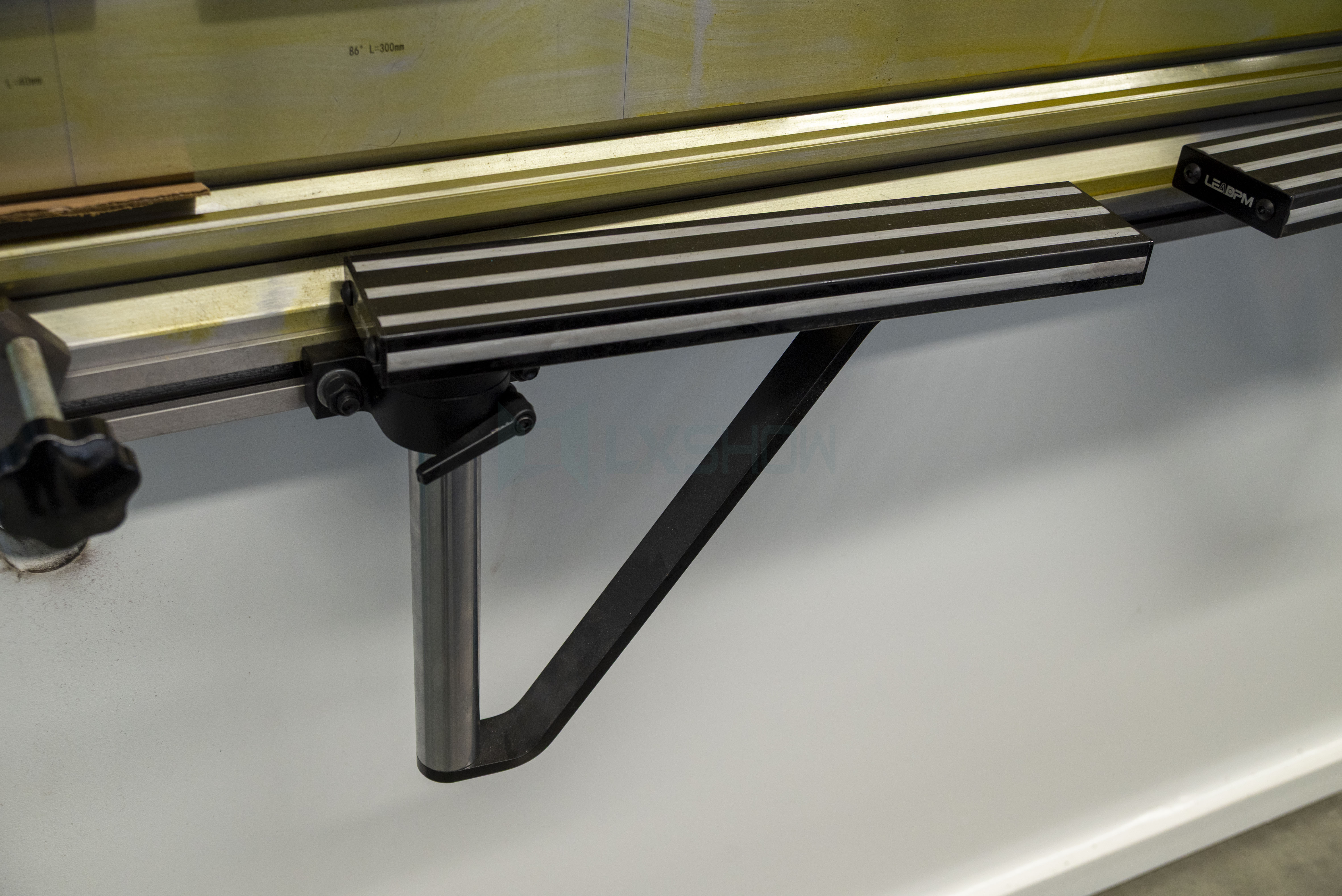
Пярэдні кранштэйн
Размяшчаецца збоку стала, мацуецца шрубамі. Можа выкарыстоўвацца ў якасці апоры пры згінанні шырокіх і доўгіх пліт.

Задні бар'ер
Задні фіксатар з Т-вобразным шрубным шрубавым стрыжнем прыводзіцца ў рух рухавіком. Фіксацыя пазіцыянавання азначае, што бэлька з алюмініевага сплаву можа лёгка перамяшчацца і згінацца па жаданні.

Электратэхнічныя машыны
Высокая якасць, інавацыі, эфектыўнасць

Ножны перамыкач
Кантралюйце запуск і прыпынак гібальнай машыны для дасягнення дакладнага кантролю працэсу згінання

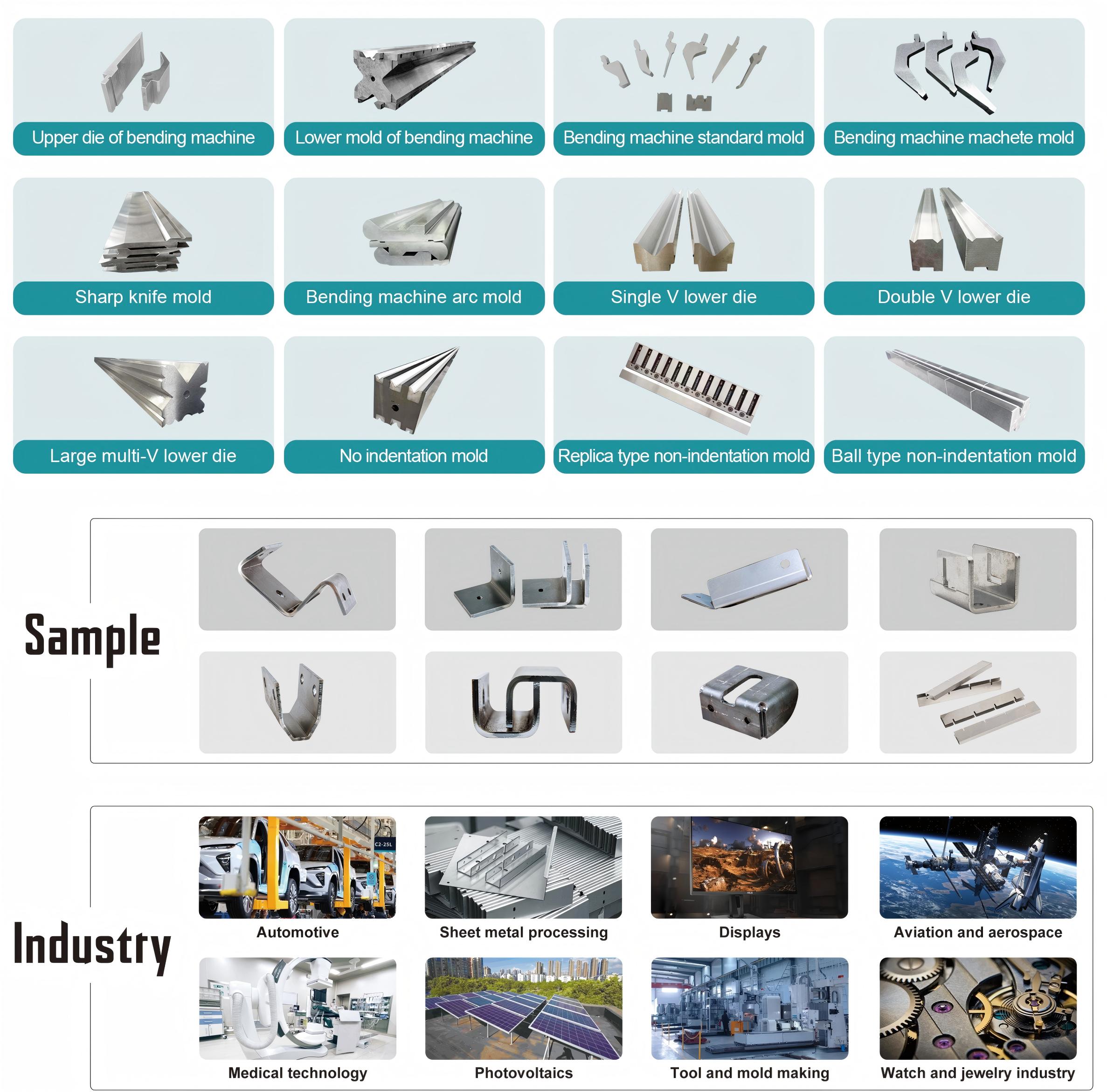
Узорная выстава і прамысловасць
Упакоўка

Завод

Нашы паслугі
Візіт кліента

Афлайн-актыўнасць

Часта задаваныя пытанні
Пытанне: Ці ёсць у вас дакумент CE і іншыя дакументы для мытнага афармлення?
A: Так, у нас ёсць CE, мы прапануем вам універсальнае абслугоўванне.
Спачатку мы пакажам вам тавар, а пасля адпраўкі дамо вам сертыфікат CE/ўпаковачны ліст/камерцыйны рахунак-фактуру/дагавор куплі-продажу для мытнага афармлення.
A: Ці не маглі б вы сказаць мне вашы матэрыялы: cs або ss і іх таўшчыню? І найбольшую шырыню выгібу? Тады я пацверджу для вас мадэль машыны.
-

WG67K-160t3200 Lxshow CNC прэс для ліставога металу ...
-

LX-1030 CNC сталёвы ліставы метал цалкам электрычны ...
-

WE67K-100t4000 Электрычны ЧПУ медны сталёвы ліст ...
-

WG67k-40T1600 Даступны высокаэфектыўны металічны ...
-

WE67K-125T4000 Высокаякасны аўтаматычны гібальны станок з ЧПУ...
-

WC67K-100T4000 Серварэз з ЧПУ для тарсійнай восі металу...











